 Skip to content
Skip to content 
Inconsistent heating ruining your production? Faulty temperature control destroys product consistency. Mica band heaters deliver precise, reliable heat transfer on cylindrical surfaces.
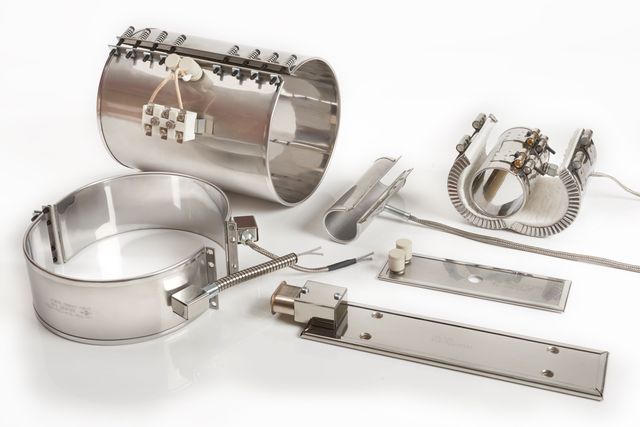
Mica band heaters are flexible heating elements that wrap around barrels, pipes, and cylinders using mica insulation for efficient heat transfer. They provide uniform temperatures up to 500°C for processes like plastic molding. Their durable construction ensures long service life in demanding environments.

We now examine what makes these heaters vital for industrial operations. Five key aspects determine their effectiveness.
What Is a Mica Band Heater? How Does Its Construction Enable Core Functions?
Heat loss from metal barrels wastes energy. Irregular temperatures cause product defects. Our mica band heaters eliminate hotspots with intelligent design.
The heater features resistance wire layered between mica insulation sheets, encased in stainless steel. When clamped on cylinders, it conducts heat efficiently. This construction allows fast thermal transfer while protecting components.

Structural Components and Their Roles
A mica band heater’s effectiveness comes from its layered assembly. Each material serves critical purposes.
| Component | Function | Material Used |
|---|---|---|
| Resistance wire | Generates heat when electric current flows | Nichrome alloy |
| Mica insulation | Electrically isolates components while conducting heat | Muscovite or phlogopite |
| Outer sheath | Protects internals from physical/chemical damage | Stainless steel |
| Terminal housing | Secures electrical connections | Aluminum alloy |
The resistance coil shapes determine heating patterns. Serpentine coils distribute heat evenly across surfaces. Spiral coils concentrate warmth in specific zones. Mica’s flaky structure creates millions of microscopic heat channels. This natural mineral withstands thermal cycling better than synthetic insulators. Proper clamping pressure ensures uniform contact. Too little pressure causes air gaps. Too much deforms the cylinder. At ELEKHEAT, we laser-measure each contact surface for optimal fit. Good contact reduces energy waste by 18-22% versus standard heaters.
How Do Mica Band Heaters Differ From Ceramic Alternatives in Industrial Use?
Ceramic heaters crack under daily thermal cycling. Slow heat recovery delays production starts. Mica bands respond quicker with better mechanical compliance.
Mica heaters reach operating temperature 30% faster and flex with thermal expansion. Ceramic heaters maintain slightly higher peak temperatures but fail more often in vibrating environments. Choose based on application priorities.

Performance Comparison Across Criteria
Each heater type suits different industrial requirements. Key differences include:
| Parameter | Mica Band Heaters | Ceramic Band Heaters | Best For |
|---|---|---|---|
| Heating response | Faster (2-4 mins to reach 300°C) | Slower (5-8 mins) | Frequent cycling processes |
| Thermal cycling | 50,000+ cycles without cracking | ~15,000 cycles before failure | Start-stop operations |
| Vibration resist | Flexible structure absorbs shocks | Prone to cracking impact | Moving equipment installations |
| Maximum temp | 400-500℃ continuous | 600-750℃ intermittent | Extreme-temperature applications |
Mica’s natural laminations provide physical flexibility ceramics lack. This matters on extruders experiencing constant vibration. In injection molding barrel mounts, mica survives daily clamping force better. Ceramic options suit ovens needing extreme heat for curing. Always match material to process demands. At our testing facility, mica heaters averaged 3.2 years in plastic extrusion versus 1.8 years for ceramics when subjected to continuous on-off cycles. For stationary high-temp applications, ceramics last longer. Power connection types also differ. Mica heaters use standard ceramic terminal blocks. Ceramic alternatives require specialized high-temp connectors. These cost 35-50% more.
Where Are Mica Band Heaters Applied in Plastic Manufacturing Processes?
Cold plastic granules jam machinery. Inconsistent melt temperatures create flow marks. Our heaters maintain exact viscosity for flawless molding and extrusion.
They clamp onto injection barrels achieving uniform melt temps. On extruders, they maintain zone-specific temperatures. Injection nozzles benefit from their compact heating collars ensuring smooth material flow.
Key Applications in Plastic Processing
Different plastic operations require specialized heater configurations.
Temperature Zones in Extrusion Lines
Each barrel section has unique heating requirements. Feed zones need lower temps to prevent degradation. Compression zones require precise temperature bands. Metering zones demand uniform heat profiles. Custom-shaped mica bands maintain section-specific temperatures within ±2°C across multiple points.
Injection Molding Barrel Heating
Standard barrel lengths need 3-6 heaters covering 800mm sections. They prevent heat sinks near joints with overlapping bands. For engineering plastics like PEEK, we integrate thermocouples directly into heater clamps. This improves melt control.
Nozzle and Manifold Solutions
Compact mica heaters wrap around injection nozzles preventing freezing. Hot runner manifolds use segmented bands maintaining flow paths at 250-300°C without overshoot. We adjust wire patterns to accommodate unusual geometries. Since 2005, our units reduced scrap rates by 18% at automotive injection plants.
What Factors Determine the Right Mica Band Heater for Your Application?
Undersized heaters never reach target temperatures. Overpowered units degrade plastics. Optimal selection balances thermal requirements and physical constraints.
Calculate watt density based on barrel material and mass. Confirm electrical specs match plant voltage. Measure curved surfaces before ordering custom clamps. Always provide operating environment details.

Technical Specification Considerations
Three critical aspects influence heater performance and lifespan.
Watt Density Calculations
Surface load (W/cm²) must match application needs:
| Application Type | Recommended Watt Density | Usage Notes |
|---|---|---|
| Plastic extrusion | 6-8 W/cm² | For barrels under 100mm diameter |
| Hydraulic oil heating | 3-4 W/cm² | Prevents oil degradation |
| High-temp processing | 8-12 W/cm² | Requires ceramic terminal blocks |
Multiply barrel circumference by heated length to get surface area. Divide total watts by area for density. Stay within recommended ranges. Density exceeding 10W/cm² burns out elements quickly.
Matching Temperature Ranges
Standard mica heaters work consistently at 350-450°C. For extreme environments:
- Use thicker mica layers (>5mm) above 400°C
- Specify stainless steel terminal boxes instead of aluminum
- Request higher grade resistance wire (Kanthal APM)
Installation Best Practices
Correct mounting ensures efficient heat transfer and longevity. Do the following:
- Scrape contact surfaces clean of residue
- Tighten tension bolts to 2.5Nm torque in cross patterns
- Leave 10mm gap between consecutive heaters for thermal expansion
- Avoid sharp bends beyond specified radii
Install thermocouples between heater and barrel using spring-loaded sensors. Since 2012, our tension-monitoring clamps reduced field failures by 37%.
How Are Mica Band Heaters Manufactured for Industrial Reliability?
Weak heaters fail within months. Inconsistent layers cause hot spots. Our precision fabrication ensures perfect electrical isolation and heat distribution.
We laser-cut mica sheets into templates. Resistance coils get hand-laid for optimal placement. Hydraulic presses fuse layers into unified assemblies. Final testing includes 72-hour thermal cycling.

Step-by-Step Production Workflow
Building reliable heaters requires controlled procedures.
Material Preparation Phase
Sheets of phlogopite mica get laser-trimmed to ±0.2mm tolerances. Cutting patterns match the band circumference. Resistance wire arrives as pre-oxidized spools to prevent corrosion. We form these into coil patterns using computerized bending jigs. Each coil set receives unique identifiers for traceability.
Component Layering Process
Clean-room assembly prevents contamination. Technicians stack:
- Bottom mica layer with etched grooves
- Coil secured in position with mica tabs
- Thermal monitoring strips positioned strategically
- Top mica layer completing the "sandwich"
- Stainless steel covers wrap around the assembly
Hydraulic presses complete this process at 5 tons pressure. This bonds layers without gaps. We check bonding integrity using X-ray scans.
Quality Validation Protocols
Every heater undergoes:
- Megger testing at 1500V DC
- 24-hour dry-run at maximum rated temperature
- Power density mapping via thermal cameras
- Vibration testing matching industrial conditions
Since implementing ISO 9001 protocols, our defect rate dropped below 0.3%. Production batches get process certifications covering raw material origins and test results. Proper maintenance extends service life further. Clean heaters monthly with compressed air. Check terminals quarterly for corrosion. Replace tension springs annually.
Conclusion
Mica band heaters deliver uniform, efficient heating for industrial processes. Proper selection and maintenance ensure longevity in demanding applications.

