 Skip to content
Skip to content 
You have seen these devices in a thousand places: the glowing coil inside an industrial oven, the U-shaped element submerged in a deep fryer, or the finned heating bank inside a forced-air unit heater. In our 15 years of manufacturing at ELEKHEAT, these tubular heaters remain the workhorses of process heating—but they are also the most misunderstood. I have walked into too many service calls where the same three mistakes have sidelined a production line. This article will give you the engineering detail and field wisdom that typical datasheets never cover.
1. What a Tubular Heating Element Actually Is
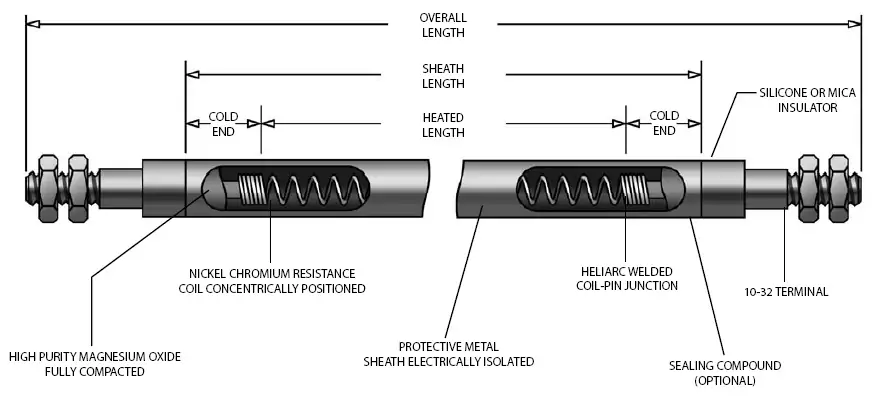
A tubular heating element is a bendable, double-ended resistance heater. It leaves our factory as a straight metal tube with terminal pins or screw studs at both ends. The defining feature—and the reason it shows up in so many different shapes—is that it can be cold-formed into U-bends, W configurations, multi-pass hairpins, or even spirals, as long as you respect the minimum bending radius.

Appearance at shipment:
- A rigid metallic sheath, typically 6 mm to 16 mm in outside diameter.
- Two unheated cold ends with terminals; the heated section length is clearly specified in our drawings.
- The surface finish is passivated and free from drawing lubricant residue—something you can’t always see, but it matters for hygienic applications.
Inside the Sheath: The “Sandwich” That Defines Reliability
Unlike a basic resistive wire, a true industrial tubular heater is a compacted laminate:
- Core: NiCr 80/20 resistance wire, precisely coiled to achieve the target wattage and evenly distributed across the heated zone. We calculate cold zone length based on the specific connection fitting to avoid localized overheating.
- Insulation and thermal bridge: High-purity fused magnesium oxide (MgO) powder. This is not a loose fill. At ELEKHEAT we use a vibratory backfill followed by a swaging or rolling reduction process that compacts the MgO to a density above 2.8 g/cm³. This compaction is critical: it crushes the MgO crystals into intimate contact with both the resistance coil and the sheath, maximizing dielectric strength and heat transfer.
- Outer sheath: The metal jacket that directly touches your process. This can be Incoloy 800, SS304, SS316, titanium, or PTFE-coated, depending on chemistry.
Real-world insight: A competitor once supplied elements where the MgO compacting step was poorly controlled. After six months, the elements leaked current to ground because moisture had crept in through microscopic porosity at the cold end seal. We always apply a double barrier—ceramic bead plus high-temperature epoxy or silicone—and every heater passes a minimum 500 VDC insulation test at operating temperature before packing.
2. Where Tubular Heaters Work (And Where They Fail Early)
Heating Air (Dry Heating)
Ovens, recirculating dryers, and convection tunnels use exposed tubular elements, often formed into W-shapes or fitted with spiral steel fins. A common error we see is specifying a watt density suitable for water into a still-air environment.
- Our rule: For forced air (>2 m/s), you can push up to 3.5 W/cm² on an Incoloy sheath. For natural convection or radiant-only applications, stay below 1.5 W/cm². Every 0.5 W/cm² beyond that halves the life expectancy.

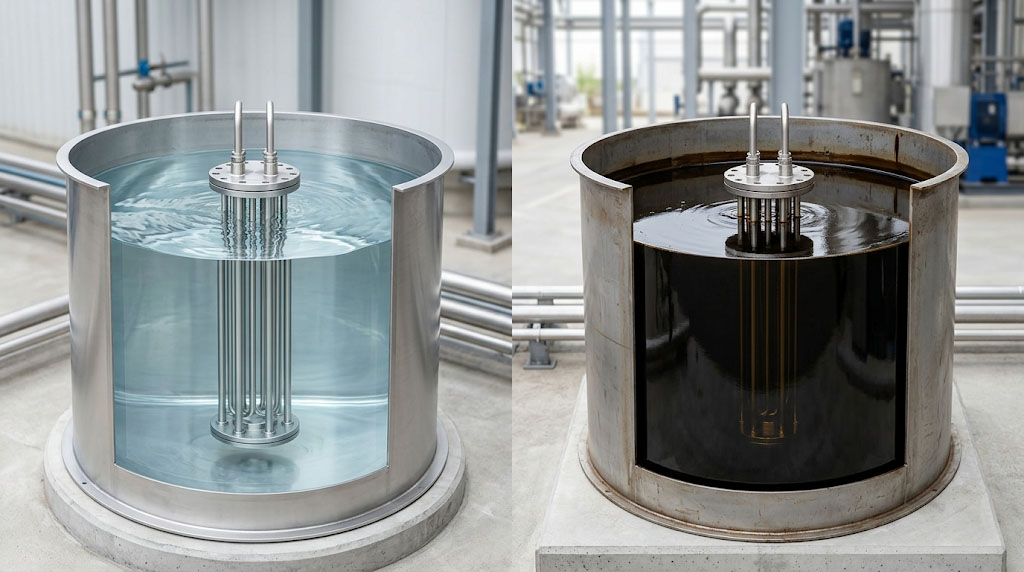
Heating Liquids (Water, Oil, Process Fluids)
Immersion heating is the most common application:
- Clean water: Watt density can reach 8-10 W/cm² on an SS316 sheath. However, in hard water areas, we always derate by 30% and recommend a lower watt density to reduce scale buildup.
- Oil and heat transfer fluids: The viscosity and coking tendency dictate watt density. We never exceed 2.5 W/cm² on light oils and drop to 1.0 W/cm² on heavy fuel oils. Overpowered oil heaters don’t just burn out—they carbonize the oil, which then insulates the sheath and causes a meltdown.
Contact Heating
When you clamp a straight tubular heater into a milled groove in an aluminum or steel platen, it becomes a conduction heater. This method works well for sealing bars and platens, but you must specify the groove tolerance: we recommend an H7 fit on the diameter. A loose fit creates an air gap that will bake the heater.
3. Cartridge Heater vs. Tubular Heater: Field Identification
Maintenance crews often grab a cartridge heater when they really need a tubular unit, or vice versa. The quick way to tell them apart:
| Feature | Tubular Heater | Cartridge Heater |
|---|---|---|
| Terminals | Two ends, each with a stud or pin | Both leads exit from the same end |
| Installation | Exposed, immersed, or clamped onto a surface | Press-fit into a precisely reamed hole |
| Bending | Can be cold-formed on site | Never bend a cartridge heater |
| Sheath temperature uniformity | Slightly lower at cold ends due to unheated sections | Heated length goes almost to the tip |
If you are inserting a heater into a blind hole in a mold or platen, that is a cartridge heater application. For tank immersion or air duct mounting, you need a tubular heater. Combining the wrong style with the wrong mounting leads to premature failure and safety trips.
4. The Golden Rule: Match the Heater to the Medium, or Expect Failure
Never Dry-Fire a Liquid-Heating Element
A water immersion heater can reach over 800°C in open air within 15 seconds. The MgO insulation degrades, the resistance wire sags, and the sheath either blisters or splits. In one plant audit, a maintenance electrician bypassed a low-level interlock and dry-fired a 6 kW SS316 water element. The result was a violent rupture that sprayed molten metal particles onto the control panel.
- Prevention: Always use a flow switch or liquid level sensor interlocked with the contactor coil. An overtemperature thermostat well-bonded to the sheath is non-negotiable.
Sheath Material Selection: Avoid Corrosion Leaks
Choosing the wrong sheath causes pitting, stress corrosion cracking, or galvanic corrosion. The table below is based on our warranty return analysis over 10,000 field installations.
| Application Environment | ELEKHEAT Recommended Sheath | Observed Failure Mode if Wrong Choice |
|---|---|---|
| Clean municipal water | SS304 | Pitting in chloride >50 ppm |
| Drinking water / DI water / low-pressure steam | SS316L | Rouge deposit formation (acceptable); avoids pitting |
| Air at <700°C sheath temp | Incoloy 800 or aluminized steel | Scaling and burn-through on plain carbon steel |
| Plating bath, acid rinse | Titanium or PTFE-coated SS | Rapid pitting of stainless grades |
| Food-grade oil fryers | SS316L with electropolish finish | Carbon fouling accelerates, cleaning becomes destructive |
A plating shop once replaced our titanium elements with cheaper SS316 units in a nickel bath containing trace chlorides. Within three weeks, pinhole leaks tripped the GFCI and shut down the line. Use the right metallurgy the first time.
5. How to Specify and Order: A Technician’s Checklist
Buyers often quote only voltage and wattage, but half of all incorrect orders originate from missing mechanical details. Use this checklist when you request a quote:
- Wetted or heated length: The actual section that produces heat, not the overall length.
- Cold zone dimension: From the flange or thread root to the beginning of the heated section. Must be sufficient to keep the seal cool.
- Center distance: For U-shape or W-shape elements, the centerline-to-centerline distance between legs. We need this with ±1 mm tolerance to match your tank cutouts.
- Thread fitting size and material: E.g., 1” NPT brass, 3/4” BSP SS316. Verify whether you need a parallel or tapered thread. Mixing them causes leaks.
- Operating medium and chemistry: “Water” is not enough; we need pH, chloride level, and maximum working pressure.
- Watt density confirmation: We can calculate this from your supplied dimensions, but you should verify it matches the medium rules above.
Field advice: Always keep one spare element with the correct gasket on the shelf. More than 70% of our emergency shipments are for customers who didn’t stock a backup.
6. Preventive Maintenance That Extends Life
Based on our service log analysis, these actions reduce unplanned downtime by over 60%:
- Monthly: Megger test (500 VDC) between heater leads and sheath. A reading below 1 MΩ when cold indicates moisture ingress; bake the element at 120°C for 2 hours and retest. If it doesn’t recover, replace it.
- Quarterly: Remove immersion heaters and inspect for scale or sludge. Scale thickness above 0.5 mm must be removed chemically, never by mechanical chipping which scratches the sheath.
- Annually: Check terminal torque. Loose connections create heat that travels into the cold pin and destroys the seal. Re-torque to manufacturer spec, usually 2.5-3.0 N·m for M4 studs.
- When replacing: Never reuse old compression fittings or gaskets. A hardened gasket lets fluid seep onto the terminals.
7. Troubleshooting Field Failures
| Symptom | Probable Cause | Immediate Action | Long-term Fix |
|---|---|---|---|
| Heater trips breaker instantly | Moisture in MgO, cracked sheath | Disconnect, megger test, replace if <200 kΩ | Use correct sheath material, check condensate drainage |
| Low heat output, normal current | Heavy scale or carbon layer | Descaling or decoking procedure | Reduce watt density, install filtration |
| Uneven heating (hot spots) | MgO compaction void, bent too tightly | Thermal camera inspection, replace element | Specify minimum bend radius ≥ 3× sheath diameter |
| Terminal corrosion | Leaking gasket or condensation | Clean terminals, replace gasket, apply dielectric grease | Use weatherproof terminal housing (IP65) |
8. When a Tubular Heater Isn’t the Answer
If your application requires high watt density in a tight, drilled blind hole, a tubular heater cannot match the performance of a cartridge heater. We manufacture both, and the compacted MgO construction is similar, but the installation interface decides the winner. For mold heating, platen bores, and seal bars, visit our Cartridge Heater Solutions page for a detailed cross-reference and bore tolerance guide.
Frequently Asked Questions (FAQ)
1. What happens if you dry fire a water heating element? The sheath temperature skyrockets because there is no liquid to absorb the heat. The internal MgO insulation breaks down, the resistance wire can melt, and the sheath often splits or bursts. This can happen in seconds and poses a safety risk.
2. Can I bend a straight tubular heater on-site? Yes, as long as you stay above the minimum bending radius (typically 3 times the sheath outer diameter). Use a bending jig, never a hammer. Bending creates work hardening; we do not recommend repeated bends in the same spot.
3. How do I choose between SS304 and SS316 for water heating? If your water contains chlorides above 50 ppm, or if the heater will see regular sterilization chemicals, select SS316 or 316L. For most clean, low-chloride municipal water, SS304 is cost-effective and performs well.
4. What is the typical service life of an industrial tubular heater? With correct watt density and water quality, 8,000 to 15,000 operating hours is common. Scaling, frequent thermal cycling, and chemical attack shorten this significantly. A derated element in oil can last 20,000 hours.
5. How to measure the center distance of a U-shaped tubular heater? Measure from the centerline of one leg to the centerline of the other. Always provide this dimension when ordering replacements, as it determines whether the element will pass through your tank’s mounting holes.
