 Skip to content
Skip to content 
Introduction
Heating elements turn electricity into heat with precision. Pick the right type and alloy and you get fast ramps, stable control, and long life. Pick poorly and you fight hotspots, trips, and shutdowns. This guide shows how to compare options, size parts, write RFQs, and hit your process targets.

Table of Contents
What is a Heating Element?
A heating element is a resistive part that converts electricity into heat. Current passes through a material with known electrical resistance. That resistance causes the material to warm up. The heat then moves into air, liquids, or solid parts by conduction, convection, or radiation.
Most electric heating elements use alloys like nichrome or FeCrAl, or ceramic materials such as silicon carbide. The element may be left open to the air, sealed in a metal sheath, bonded onto a surface, or embedded in ceramic or mica. Form factor and material choice set the safe temperature, watt density, and life.
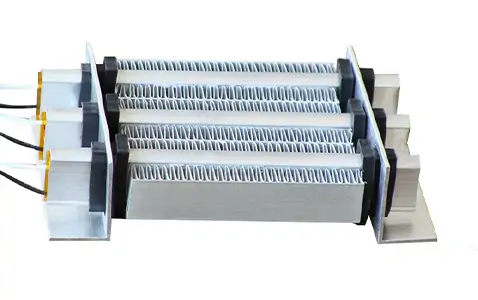
Elements are packaged in many ways: coils, strips, cartridges, tubular/immersion heaters, band and nozzle heaters, silicone rubber mats, quartz infrared emitters, and more. Each format fits a different job. Open coils give high temperature and fast response but need guarding. Tubular and cartridge heaters protect the wire and focus heat into a workpiece. Flexible mats spread heat evenly across odd shapes.

How Heating Elements Work
Think of a heating element like a controlled bottleneck for electrons. When current flows through a resistive path, electrons collide with the lattice of the material. Those collisions release heat. The higher the resistance for a given current, the more heat you get. That basic effect is called Joule heating.
Two properties matter most:
- Resistance (R): Set by material resistivity, cross-section, and length.
- Temperature coefficient: How resistance changes with temperature. This affects warm-up behavior and control stability.
Power follows simple math: P = V × I = I²R = V²/R. Raise voltage or resistance and power changes accordingly. Designers adjust wire gauge, length, and alloy to hit a target wattage at a given line voltage.
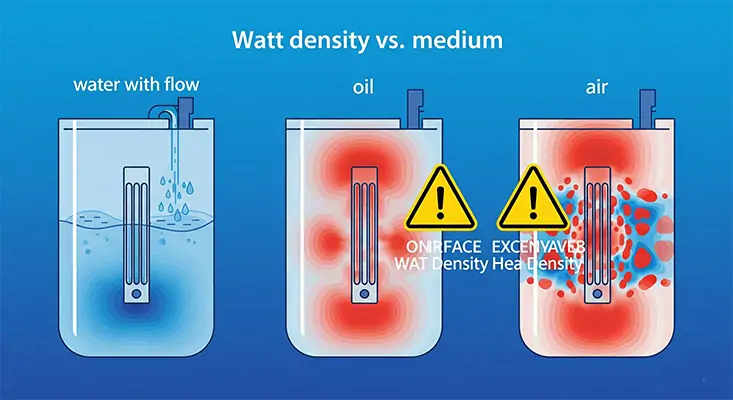
Once heat is made, it must move away. If it cannot, the element overheats. Heat leaves by conduction into a tool or fluid, by convection into moving air or liquid, or by radiation (especially for infrared emitters). Watt density is the lever here. It measures watts per area of the element surface. Different media can accept different watt densities before oil cokes, plastic degrades, or air chars dust.
Control systems close the loop. A sensor reads temperature. A controller compares it to the setpoint, then switches power using relays, SSRs, or SCRs. Protections such as fuses, ground fault, and over-temperature cutouts catch faults before they become failures. The best systems balance power, heat transfer, and control so parts run hot enough to work and cool enough to survive.

Types of Heating Elements
Wire/coil elements
Bare coils of resistive wire on ceramic supports. Fast response and high temperature. Require guards and airflow management. Common in ovens and air heaters.

Strip and ribbon elements
Flat resistive strips clamped to plates or channels. Good contact area and even heat. Used in ducts, cabinets, and platen heaters.

Cartridge heaters
Dense, sealed cylinders with a wound coil inside magnesium oxide (MgO) and a metal sheath. Press-fit into holes for die, mold, and platen heating. High watt density with good durability.

Tubular/immersion heaters
A coil insulated with compacted MgO inside a metal tube that can be bent to shape. For air, oil, water, and process fluids. Immersion versions include fittings for tanks and vessels.

Band and nozzle heaters
Heaters clamped around barrels and nozzles on extruders and injection machines. Provide uniform radial heat and fast recovery.

Mica and ceramic heaters
Elements embedded in mica or ceramic plates for good dielectric strength and thin profiles. Common in bands, strips, and small appliance assemblies.

PTC ceramic heaters
Positive temperature coefficient ceramics self-limit as they warm. Safe, stable, and simple control. Well suited for space air heaters and sensitive surfaces.
Quartz and infrared emitters
Tubes or panels that emit IR. Heat transfers by radiation, not direct contact. Great for curing, drying, and shrink tunnels where fast surface heating is needed.

Thick-film heaters
Resistive inks printed on steel, alumina, or glass. Very thin, fast response, and easy to pattern. Useful for compact, high-uniformity surfaces.

Silicone rubber/flexible heaters
Wire or etched-foil circuits vulcanized into silicone rubber. Conform to complex shapes. Common for enclosures, tanks, and freeze protection.

Open-coil assemblies
Coils on ceramic or mica formers inside duct or cabinet frames. High air temperature and quick ramp with low pressure drop. Must manage lint, dust, and airflow interlocks.

Quick picker:
Heat a tool: cartridge or tubular.
Heat moving air: open-coil, strip, or tubular banks.
Heat fluids: immersion tubular.
Heat surfaces: silicone rubber or thick-film.
Rapid surface heating without contact: infrared.
Materials and Alloys Compared
Nichrome 80/20
Nickel-chromium alloy with stable resistance, good oxidation resistance, and long life up to ~1100 °C (surface). Workhorse for coils, cartridges, and tubular heaters.
FeCrAl (Kanthal-class)
Iron-chromium-aluminum alloys. Higher maximum temperature than nichrome (up to ~1300 °C surface) and good oxidation due to alumina scale. Slightly higher brittleness at temperature.
Stainless steels (304/316/321)
Used mainly as sheaths, not the resistance element. Pick for corrosion resistance in water, mild chemicals, or food contact. 316 handles chlorides better; 321 resists high-temp sensitization.
Incoloy 800/840
Nickel-iron-chromium superalloys used for sheaths in hot, corrosive air or some oils. Strong at temperature with good creep resistance. Common in high-duty immersion and air heaters.
Copper/brass for low temperatures
For low-temp immersion (such as water) where corrosion is limited and good thermal conductivity is needed. Not for high-chloride or high-temp service.
Silicon carbide (SiC)
Ceramic elements with very high operating temperature and radiant output. Resistance changes with age. Used in furnaces and high-temp air heaters.
Molybdenum disilicide (MoSi₂)
Handles extremely high temperatures in oxidizing atmospheres. Self-forming silica layer protects the element. Used in high-temperature furnaces.
Material shortcuts:
General purpose to ~1100 °C: nichrome.
Higher temp air: FeCrAl.
Tough sheath in hot air or oil: Incoloy 800/840.
Sanitary or mild water: 316 stainless sheath.
Very high temp furnaces: SiC or MoSi₂.

Key Specifications and Ratings
Wattage (W): Total heat output at nameplate voltage.
Voltage and phase: 120/240/277/480 V, single or three-phase.
Current (A) and resistance (Ω): Confirm panel and wiring capacity.
Watt density: W per surface area. Match to medium.
Maximum sheath or wire temperature: Do not exceed.
Sheath material: Stainless, Incoloy, copper, or specialty.
Insulation system: MgO compaction, dielectric strength, insulation resistance.
Leads and termination: Temperature rating and strain relief.
Tolerances: Wattage, resistance, length, OD, concentricity.
Ingress/environment: IP rating, moisture seals.
Mounting: Flanges, NPT, brackets.
Certifications: UL/CSA, CE, IEC/EN, ATEX/IECEx.
Testing: Hi-pot, IR, leak, burn-in.
High watt density shrinks size but raises film temperature and risk. Better sheaths and compaction cost more but extend life. Align specs with plant power and safety rules.
Design Considerations
Watt density and surface loading
Start with what the medium can accept without damage. Water tolerates high loading if flow is strong. Oils and polymers need lower values. Aim low when unsure.
Heat transfer path and contact
Minimize thermal resistance. Tight fits for cartridges, correct torque for bands, clean surfaces for platens. In fluids, drive flow across the element.
Sheath, insulation, and lead choices
Pick sheath for chemistry and temperature. Specify MgO quality. Choose lead insulation for ambient temperature and routing.
Geometry, spacing, and thermal lag
Even spacing avoids hotspots. Shorter, thicker elements run cooler. Use thermal mass only when it stabilizes the process without slowing response too much.
Environment: moisture, chemicals, pressure
Seal against moisture wicking. Confirm fitting ratings and code compliance on pressure vessels.
Sensors, placement, and response time
Place sensors at risk points. Use a process sensor for control and a sheath sensor for protection.
Mechanical support and expansion
Allow for thermal growth. Support spans. Strain-relieve leads and protect from vibration.
How to Size and Select
Define duty, setpoint, and ramp rate
Write one sentence: medium, start temperature, setpoint, ramp time, hold time, duty cycle.
Calculate heat load and losses
Use Qtotal = m × cp × ΔT + losses. Add 10–30% margin unless test data says otherwise.
Choose element type and form factor
- Tooling/dies: cartridge or tubular in drilled holes.
- Liquids: immersion tubular with proper fittings.
- Air/gas: open-coil or tubular banks.
- Surfaces: silicone mats or thick-film.
- Rapid surface heating: infrared emitters.
Set voltage, current, and phase
Match plant power. For high kW, use three-phase to lower current per leg. Check breaker, wire, and fault current.
Check watt density vs. medium and flow
Use vendor tables. Keep density low for viscous liquids to avoid film coking. Improve flow or increase surface area if density must rise.
Pick materials for temperature and corrosion
Select element alloy and sheath for chemistry and temperature: NiCr or FeCrAl for the element; 316 for many waters/steam; Incoloy for hot air and some oils; copper only for clean, low-temp water.
Specify sensors and control strategy
Thermocouples (K, J, N) for rugged speed; RTDs for accuracy. On/off for slow systems; PID with SSR or SCR for tight control and reduced cycling. Add an independent high-limit.
Verify codes and certifications
State UL/CSA, CE, IEC/EN, ATEX/IECEx early. Match site classification and documentation needs.
Build the RFQ with tolerances and tests
Include duty, kW, V, phase, watt density limit, element alloy, sheath, dimensions/bends, fittings, sensor type/location, lead style, approvals, tests (hi-pot, IR, leak), packaging, acceptance criteria, and drawings/models.
Control and Instrumentation
Sensors: thermocouples, RTDs
Thermocouples are rugged and fast. RTDs hold accuracy and drift less for tight control.
Controllers: on/off vs. PID
On/off is simple for slow systems. PID trims overshoot and improves stability. Re-tune after hardware changes.
Power control: SSRs, SCRs, contactors
SSRs switch fast and pair with PID. SCRs modulate smoothly for high kW and long elements. Contactors suit simple or infrequent cycling.
Protections: fusing, ground fault, over-temp
Use correct fusing and breakers. Add ground-fault in wet areas. Independent high-limit with manual reset prevents runaway heat.
PLC/SCADA integration and alarms
Map process temp, sheath temp, power level, current per leg, and interlocks. Log energy and cycles for predictive maintenance.

Installation, Operation, and Safety
Mounting, wiring, and clearances
Follow datasheet hole sizes, torque, and bend radii. Use correct wire gauge and high-temp insulation. Keep terminal clearances and strain relief.
Commissioning and burn-in
Megger insulation before energizing. Bake out after humid storage if required. Verify sensor mapping and direction.
Interlocks and safeties
Link power to flow, level, and door switches. No energizing without the medium present.
Avoiding hotspots and dry-fire
Never power immersion heaters out of liquid. For bands and cartridges, ensure full contact and re-torque after first heat cycle.
Maintenance intervals and records
Inspect for discoloration, scale, loose hardware, and lead damage. Track hours, cycles, and trips. Replace suspect parts during planned outages.

Energy Efficiency and Lifecycle Cost
Insulation and heat recovery
Insulate ovens, tanks, and lines. Recover exhaust heat when practical.
Control tuning and cycling reduction
Good PID tuning reduces cycling and thermal shock, improving life and energy use.
Element type vs. efficiency
Contact heating wastes less than air heating when bulk heat is needed. IR excels for thin surfaces.
TCO: energy, downtime, spares
Include energy, changeout labor, lost production, and spares. Upgrades often pay back by avoiding a single unplanned outage.
Industry Applications and Fit
Ovens and furnaces
Open-coil and tubular banks deliver hot air with uniform flow. SCRs give smooth power and fast ramps.
Plastics extrusion and molding
Band and nozzle heaters hold barrels on profile. Cartridges stabilize dies and manifolds.
Immersion heating for water and oils
Flanged or screw-plug heaters warm tanks and loops. Size watt density to the fluid and ensure flow across elements.
Food and beverage processing
Use 316 sheaths, sanitary fittings, and documented procedures.
Chemicals and corrosives
Check compatibility. Consider exotic sheaths or coatings. Add leak detection.
HVAC and comfort heating
Duct heaters raise supply air. Interlock with airflow and high-limit stats.
Semiconductor and clean environments
Thick-film or etched-foil heaters provide clean, uniform heat with RTD control.
Packaging tunnels and IR
Quartz IR emitters shrink film and cure coatings at line speed. Keep reflectors clean.
Common Failures and Troubleshooting
Over-watt density and burnout
Symptoms: open circuits, hotspot discoloration. Fix: lower density, spread load, improve contact or flow.
Scaling, fouling, and corrosion
Scale insulates sheaths; oils coke at hot films. Treat fluids, clean tanks, select better sheaths.
Electrical shorts and insulation loss
Low insulation resistance suggests moisture ingress or cracked insulation. Bake out, reseal, or replace. Store spares sealed with desiccant.
Sensor drift and misplacement
A sensor too far from the hot spot reads low. Move it closer or add a sheath sensor.
Thermal cycling and fatigue
Frequent cycling cracks leads and connections. Use SCRs or tune PID to reduce cycling.
Diagnostics and quick checks
Verify supply voltage, current per leg, and resistance vs. nameplate. Compare sheath temperature to process; if sheath is hot and process is cold, heat transfer is the bottleneck.
Compliance and Standards
UL/CSA, IEC/EN: Safety and dielectric/leakage tests per category.
CE, RoHS, REACH: EU marking and restricted substances.
ATEX/IECEx: Zone, group, and temperature class for hazardous areas.
FDA/NSF: Materials and finishes for food or potable water.
State required marks in the RFQ so design, tests, and labels match site rules.

Supplier Evaluation and RFQ Checklist
Technical capability and quality system
Request examples at similar watt density, temperature, and chemistry. Confirm a formal quality system and serial traceability.
Lead times, MOQs, and spares
Clarify standard and expedite paths and minimum orders. Define critical spares and stocking levels.
Test reports and traceability
Require hi-pot, insulation resistance, and leak tests with serial numbers. Keep drawings and as-built data.
Warranty, field support, and samples
Confirm installation guidance and troubleshooting support. Pilot before wide rollout.
RFQ data: duty, materials, ratings, drawings
Include: duty summary; kW, V, phase; watt density limit; element alloy; sheath material and thickness; dimensions and bends; fittings; sensor type and location; lead style; approvals; tests; packaging; acceptance criteria; drawings/models.
Worked Examples and Calculations
Oven retrofit sizing
Raise 200 kg of aluminum tooling from 20 °C to 200 °C in 40 min.
cp ≈ 0.9 kJ/kg·K.
Qprocess = 200 × 0.9 × (200–20) = 32,400 kJ.
Time = 2400 s → Power ≈ 13.5 kW. Add 25% losses → ~17 kW. Select 18 kW.
Immersion heater for tank heating
Heat 500 L water from 15 °C to 60 °C in 1 h.
m ≈ 500 kg; cp ≈ 4.186 kJ/kg·K.
Q ≈ 94,185 kJ → Power ≈ 26.2 kW. Add 15% losses → ~30 kW. Three-phase, 316 sheath, flow across elements.
Extruder band heater upgrade
Barrel OD 120 mm, width 50 mm. Area ≈ 188 cm². 1.2 kW band → ~6.4 W/cm². If browning occurs, target 4–5 W/cm² and improve insulation.
IR tunnel throughput boost
Each part needs 15 kJ. At 20 parts/min: 300 kJ/min ≈ 5 kW plus losses. To double rate, plan ~12–14 kW with clean reflectors and PID-SCR control.
Frequently Asked Questions
How do I calculate required wattage?
Compute m × cp × ΔT, add heat losses, divide by heat-up seconds, then add margin.
What watt density is safe for my medium?
Water with strong flow can run high. Viscous liquids must run low to avoid film coking. When unsure, increase surface area or improve flow.
Which alloy lasts longest at 1000 °C?
FeCrAl handles higher surface temperatures than nichrome in air. For very high furnace ranges, consider SiC or MoSi₂ elements.
Cartridge vs. tubular: when to use each?
Use cartridges in precision holes for tools and platens. Use tubulars for formed shapes, immersion duty, and rugged mounting.
How to prevent dry-fire damage?
Interlock power with level or flow. Add a sheath temperature limit. Never energize without the medium present.
Do I need SCR control or will SSRs suffice?
SSRs suit moderate power and simple duty. SCRs shine at high kW with smooth power and fewer thermal shocks.
What certifications are typically required?
Often UL/CSA or IEC/EN for safety, CE for EU, RoHS/REACH for substances, and ATEX/IECEx in hazardous areas.
How do I set sensor type and placement?
Thermocouples for rugged speed. RTDs for accuracy. Place one sensor for process control and another on the sheath for protection.
What drives lead time and price?
Exotic sheaths, tight bends, special tests, and certifications add time and cost. Standard voltages and sizes move faster.
When should I choose infrared over contact heating?
Choose IR for fast surface heating or when parts cannot be clamped or wetted. Use contact heating when bulk heating through thickness is needed.