 Skip to content
Skip to content 
A Procurement Manager’s Guide to Selection, Specification, Quality, and Supplier Evaluation
A cartridge heater is a compact, cylindrical electric heating element designed to fit into drilled holes, metal blocks, molds, dies, platens, sealing jaws, manifolds, and other equipment where concentrated heat is required in a limited space. At first glance, it looks simple: a metal tube, two lead wires, and a rated voltage and wattage. In purchasing terms, however, a cartridge heater is not a generic commodity. It is a precision thermal component whose performance depends on construction, fit, watt density, material selection, electrical insulation, lead protection, manufacturing quality, and the way it is installed in the machine.
For procurement managers, understanding cartridge heaters is useful for two reasons. First, heaters often appear inexpensive compared with the equipment they support, but a failed heater can stop production, damage tooling, delay shipments, and create urgent maintenance costs. Second, the same basic part description can hide major quality differences between suppliers. Two cartridge heaters may share the same diameter, length, voltage, and wattage, yet one may run reliably for years while the other fails early because of poor compaction, weak insulation, incorrect sheath material, poor lead termination, or unsuitable watt density.
This guide explains what a cartridge heater is, how it works, where it is used, which specifications matter most, how to evaluate supplier quotations, and how procurement teams can reduce risk when buying standard or custom heaters. It is written for purchasing professionals, sourcing managers, category managers, and operations teams who need enough technical understanding to ask better questions, compare offers intelligently, and avoid buying only on unit price.
1. Basic Definition
A cartridge heater is an electric resistance heater packaged inside a cylindrical metal sheath. It is inserted into a hole or bore in a solid mass, usually metal, and transfers heat from the electrical resistance wire inside the heater to the surrounding equipment. The equipment then transfers heat to the process, product, tool, adhesive, liquid, gas, or packaging material.
The word “cartridge” refers to the shape: a self-contained cylindrical unit that can be inserted, removed, and replaced. Common diameters include 6 mm, 8 mm, 10 mm, 12 mm, 1/4 inch, 3/8 inch, 1/2 inch, and 3/4 inch, though many manufacturers offer custom diameters. Lengths can range from very short elements used in small tools to long heaters used in molds and industrial assemblies.

Most cartridge heaters are powered by AC voltage, such as 120 V, 220 V, 230 V, 240 V, 380 V, or 480 V, depending on the market and machine design. The wattage can range from a few watts to several kilowatts. The correct voltage and wattage must match the electrical system and heating requirement. A heater with the wrong rating can underperform, overheat, trip controls, or create safety risks.
In procurement documents, a cartridge heater may also be called a cartridge element, insertion heater, cylindrical heater, mold heater, die heater, hot runner heater, or high-density heater. These terms are sometimes used loosely, so purchasing teams should rely on specifications and drawings rather than product names alone.
2. How a Cartridge Heater Works
The operating principle is straightforward. Electrical current passes through a resistance wire, usually nickel-chromium alloy. The wire resists the flow of electricity and converts electrical energy into heat. That heat travels through insulation material, then through the metal sheath, and finally into the surrounding machine part.

Inside the heater, the resistance wire is electrically isolated from the outer sheath by a highly thermally conductive insulating material, typically magnesium oxide powder. Magnesium oxide is widely used because it can withstand high temperatures, conduct heat reasonably well, and provide electrical insulation when properly compacted and kept dry.
In a high-quality cartridge heater, the internal powder is tightly compacted around the coil. This improves heat transfer and mechanical stability. Better compaction reduces air gaps, improves dielectric strength, and allows the heater to run at higher watt densities. Poor compaction creates hot spots, weak insulation, and shorter service life.
The outer metal sheath protects the heater from mechanical damage, oxidation, chemical exposure, and contact with the machine bore. Stainless steel is common, but different sheath alloys may be required depending on operating temperature, environment, and corrosion exposure. The lead wires exit from one end, both ends, or through special configurations such as right-angle exits, threaded fittings, flexible armor, or terminal pins.
The heater does not normally regulate itself. It needs an external control system, such as a thermocouple, temperature controller, solid-state relay, mechanical relay, or programmable logic controller. For procurement, this means a heater should not be sourced in isolation when the application depends on tight temperature control. The heater, sensor, controller, power switching, bore fit, and thermal mass all affect actual performance.
3. Main Components
A cartridge heater usually consists of the following parts:
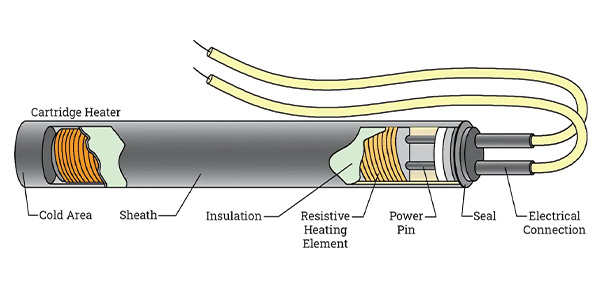
The resistance coil is the heat-generating component. Its material, winding pattern, spacing, and placement determine wattage distribution and heating uniformity. Some heaters use uniform wattage across the full length, while others use distributed wattage with higher heat output at the ends or in specific zones.
The magnesium oxide insulation fills the internal space between the resistance coil and sheath. It provides electrical insulation while allowing heat transfer. The quality, purity, dryness, and compaction of this material are important indicators of heater reliability.
The metal sheath forms the external tube. It provides strength, thermal contact, and environmental protection. Common sheath materials include stainless steel 304, stainless steel 316, Incoloy, and other high-temperature alloys. The right choice depends on process temperature, corrosion conditions, moisture, cleaning chemicals, and mechanical stress.
The lead wires connect the heater to the power supply. Lead insulation may be fiberglass, silicone, PTFE, mica, ceramic fiber, or other materials. The lead construction must match the temperature and movement at the exit area. Many heater failures occur not in the heated section but at the lead transition, where heat, vibration, bending, and contamination are concentrated.
The end seal helps prevent moisture, oils, plastic residue, and other contaminants from entering the heater. Seal quality matters especially when heaters are stored in humid conditions, used in washdown areas, or installed in molds where oils and gases are present.
Optional features may include threaded bushings, mounting flanges, internal thermocouples, distributed wattage zones, grounded or ungrounded sensors, right-angle leads, strain reliefs, flexible metal hose, armor cable, terminal boxes, or special cold sections.
4. Common Applications
Cartridge heaters are used in industries where heat must be delivered into a block, tool, mold, die, nozzle, or machine component. They are especially common in plastics processing, packaging, medical equipment, food machinery, semiconductor equipment, laboratory instruments, and general industrial automation.

In injection molding and extrusion, cartridge heaters may be used in molds, hot runner systems, nozzles, manifolds, and die heads. The heater must provide stable heat while withstanding repeated thermal cycles and high production demands.
In packaging machinery, cartridge heaters are used in sealing jaws, cutting bars, forming tools, labeling systems, and shrink packaging equipment. In these applications, temperature uniformity affects seal quality, film performance, cycle speed, and scrap rate.
In die casting, metal forming, and press tooling, cartridge heaters may preheat dies or maintain tool temperature. Reliability is critical because replacement may require stopping the press, cooling tooling, removing assemblies, and requalifying the process.
In laboratory and analytical instruments, cartridge heaters are used in compact heating blocks, sample chambers, and controlled thermal modules. Precision, repeatability, and clean construction may be more important than low price.
In food and beverage equipment, cartridge heaters may be used in sealing, dispensing, hot melt, or processing modules. Materials, lead insulation, contamination risk, and cleaning conditions must be considered carefully.
In semiconductor and electronics manufacturing, heaters may be used in wafer processing, bonding, soldering, curing, or environmental control equipment. These applications may require tight tolerances, cleanliness, special materials, traceability, and documented quality controls.
For procurement managers, the application matters because it changes the buying criteria. A heater for a simple aluminum block in a dry, low-temperature machine may be a standard purchase. A heater for a high-temperature mold, vacuum environment, corrosive process, or critical production line should be sourced as an engineered component.
5. Why Cartridge Heaters Are Popular
Cartridge heaters are popular because they offer high heat output in a compact form. Their cylindrical shape makes them easy to install in drilled holes, and they provide good heat transfer when the hole diameter and heater diameter are matched properly.
They are also versatile. Manufacturers can produce them in many diameters, lengths, wattages, voltages, sheath materials, and lead configurations. This makes cartridge heaters suitable for both original equipment manufacturers and maintenance replacement needs.
Another advantage is replacement convenience. When a heater fails, maintenance teams can often remove the old unit and install a new one without replacing the entire heated assembly. This reduces capital cost, though it does not eliminate downtime risk.
Cartridge heaters can also achieve high watt density. Watt density is the amount of power per unit surface area, often expressed as W/in² or W/cm². A high watt density heater can deliver intense heat from a small surface. This is valuable in compact machinery, but it also increases risk if the heater is poorly fitted, poorly controlled, or incorrectly specified.
From a procurement perspective, the same popularity creates a challenge: many suppliers can offer cartridge heaters, but not all can support demanding applications. Some are strong in low-cost standard heaters; others specialize in custom high-density or high-temperature designs. Matching supplier capability to application risk is a key sourcing responsibility.
## 6. Key Specifications Procurement Must Confirm
A cartridge heater request for quotation should include more than diameter, length, voltage, and wattage. These four details are essential, but they are not enough for reliable sourcing.
The diameter must match the installation hole. The fit between heater and bore strongly affects heat transfer. A loose fit creates an air gap, and air is a poor conductor of heat. This causes the heater to run hotter internally while the machine receives less heat. The result may be slow heat-up, poor temperature control, and premature heater failure. Procurement should confirm both heater diameter tolerance and bore tolerance, especially for high watt density heaters.
The heated length should be clearly specified. In some designs, the full length is heated. In others, part of the heater is a cold section near the leads or at the tip. If a replacement heater has a different heated length, the process temperature profile may change even if total wattage is the same.
Voltage must match the electrical supply and control circuit. Using a heater at a voltage higher than its rating can dramatically increase wattage and cause overheating. Using it at lower voltage reduces output and may prevent the process from reaching temperature.
Wattage determines heat output. It should be based on required temperature, heat-up time, thermal mass, heat losses, process load, and control strategy. Overspecifying wattage can be as harmful as underspecifying it, especially if the controller cycles aggressively or if the heater has poor heat transfer.
Watt density must be reviewed for high-temperature or tight-space applications. A high watt density heater requires good installation fit and effective heat removal into the surrounding mass. If the equipment cannot absorb heat quickly, the heater sheath and internal coil may exceed safe limits.
Sheath material should be selected for temperature and environment. Stainless steel 304 may be acceptable for many general applications. Stainless steel 316 may be preferred where corrosion resistance is needed. Incoloy or other alloys may be required for higher temperatures or more severe oxidation conditions.
Lead wire length, insulation, exit style, and protection should be clearly defined. Lead failure is a common cause of heater replacement. If leads are exposed to heat, abrasion, oil, moisture, motion, or bending, the quotation should specify suitable insulation and protection.
Termination style should match the equipment. Options include plain leads, crimp terminals, ring terminals, spade terminals, plug connectors, ceramic terminal blocks, threaded posts, or custom connectors. Incorrect termination may delay installation or create field modifications that reduce safety.
Operating temperature should include both process temperature and expected sheath temperature if known. Many buyers specify only the target machine temperature, but the heater may run hotter internally, especially if fit is poor. Suppliers need realistic temperature information to choose materials and construction.
Environmental conditions should include moisture, oils, gases, chemicals, vacuum, pressure, vibration, movement, washdown, or outdoor exposure. A heater designed for a dry tool room may not survive in a wet or chemically aggressive production area.
Quantity, annual usage, urgency, and service expectations should also be included. The best supplier for one emergency replacement may not be the best supplier for a long-term OEM program with strict quality documentation.
## 7. Standard vs Custom Cartridge Heaters
Procurement teams often face a choice between standard catalog heaters and custom heaters. Standard heaters are usually cheaper, faster to obtain, and easier to replace. They are suitable when the application is not highly demanding, the installation dimensions match standard sizes, and the process has some tolerance for temperature variation.
Custom heaters are appropriate when size, wattage, lead configuration, material, heated length, sensor integration, or environmental requirements do not match catalog products. Custom heaters may also be needed to improve reliability in an existing machine with repeated failures.
The decision should not be based only on unit price. A standard heater that costs less but fails frequently can be more expensive than a custom heater that lasts longer. The true cost includes downtime, labor, scrap, expedited freight, safety risk, and lost production capacity.
For OEM purchasing, custom heaters can simplify assembly and improve process stability. A custom lead length, connector, fitting, or integrated thermocouple may reduce installation labor and wiring errors. For maintenance purchasing, standard heaters may reduce inventory complexity, but only if they genuinely match the application.
Procurement should also consider supplier continuity. If a heater is custom, drawings, revision control, and approved supplier records become important. If a supplier changes materials or construction without notice, replacement heaters may behave differently. A controlled specification helps prevent silent substitutions.
## 8. Fit and Installation: The Hidden Reliability Factor
One of the most important but frequently overlooked issues is the fit between the heater and the drilled hole. Cartridge heaters depend on contact with the surrounding metal to remove heat. When the bore is too large, the heater cannot transfer heat efficiently. The heater then runs hotter than intended, even if the machine temperature appears normal.
For procurement, this means heater quality cannot be judged separately from installation quality. A well-made heater installed in an oversized, dirty, oxidized, or damaged hole may fail early. Conversely, replacing a failed heater with a cheaper unit may appear to solve the problem temporarily while the true cause remains poor fit.
High watt density heaters usually require tighter fit than low watt density heaters. Some applications require reaming the hole to a precise tolerance rather than drilling only. The bore should be straight, smooth, clean, and free from burrs. Heat transfer compounds may be used in some applications, but they should not be treated as a cure for incorrect machining.
Procurement managers do not need to become machinists, but they should ask whether the equipment team has defined bore tolerances and installation practices. When repeated heater failures occur, the purchasing response should not be limited to finding a lower-cost supplier. It may be necessary to review the heater design, watt density, control method, bore condition, and maintenance procedure.
## 9. Watt Density and Why It Matters
Watt density is a critical concept in cartridge heater selection. It describes how much power is produced per unit area of heater surface. A heater with high total wattage and small surface area has high watt density. A longer or larger diameter heater with the same wattage has lower watt density.
High watt density is useful when space is limited and fast heating is required. However, it puts more thermal stress on the heater. The internal resistance wire runs hotter, the insulation is stressed more heavily, and any poor contact with the bore becomes more damaging.
Low watt density heaters usually have longer life, all else equal, because heat is spread over a larger area. But they may not fit in compact equipment or may not provide enough heat-up speed.
For purchasing decisions, watt density helps explain why two heaters with the same wattage may not have the same reliability. A 500 W heater in a short, small-diameter body may be far more demanding than a 500 W heater in a longer body. If the buyer compares quotes only by wattage and dimensions, the risk may be missed.
Suppliers should be able to comment on whether the requested watt density is suitable for the application. If a supplier accepts any specification without asking about fit, temperature, and environment, that may indicate a transactional sales approach rather than engineering support.
## 10. Temperature Control and Sensors
A cartridge heater usually needs a separate temperature sensor. The most common sensors are thermocouples and resistance temperature detectors. Some cartridge heaters can be built with an internal thermocouple, while others rely on a sensor installed nearby in the block or process.
The location of the sensor affects control accuracy. A sensor far away from the heater may respond slowly. A sensor too close to the heater may control heater temperature rather than process temperature. Poor sensor placement can cause overshoot, slow recovery, or uneven process results.
For procurement managers, sensor integration can be a sourcing decision. An integrated thermocouple may reduce assembly time and improve repeatability, but it can also make the heater more expensive and may require replacing the sensor and heater together. A separate sensor may be easier to replace but requires additional installation space and wiring.
When buying heaters with integrated sensors, the quotation should specify sensor type, junction style, polarity, calibration, lead color code, grounding, accuracy class, and connector. Misunderstandings in sensor type or wiring can create startup delays and troubleshooting costs.
Control method also matters. A high-output heater controlled by an unsuitable relay or poorly tuned controller may cycle harshly, overshoot, or fail prematurely. Procurement should coordinate with engineering or maintenance when a heater change involves different wattage, voltage, or sensor configuration.
## 11. Common Failure Modes
Understanding common failure modes helps procurement teams evaluate warranty claims, supplier quality, and internal usage problems.
Open circuit failure occurs when the internal resistance wire breaks or a connection fails. This may be caused by overheating, vibration, thermal cycling, manufacturing defects, or mechanical damage.
Short circuit or ground fault occurs when electrical insulation breaks down and current leaks to the sheath. Moisture absorption, contamination, poor insulation compaction, excessive temperature, or physical damage can contribute to this failure.
Lead failure occurs when the lead wires, insulation, or lead exit deteriorate. Heat, flexing, abrasion, oil, sharp bends, pulling force, and poor strain relief are common causes.
Sheath damage can result from corrosion, oxidation, swelling, mechanical impact, or difficult removal. If a heater is forced into or out of a damaged bore, the sheath may deform.
Poor heat transfer can lead to internal overheating. This may be caused by an oversized bore, scale, contamination, lack of contact, too much wattage, or operation outside the intended thermal environment.
Moisture-related failure is especially relevant for heaters stored in humid conditions. Magnesium oxide can absorb moisture if sealing is poor or if heaters are exposed. This reduces insulation resistance and may cause ground leakage during startup.
A procurement manager should be careful when assigning blame. A failed heater may reflect supplier quality, but it may also reflect incorrect specification, poor installation, machine changes, storage conditions, or process misuse. Good suppliers help diagnose failures rather than simply issuing replacements.
## 12. Quality Criteria and Inspection
For critical applications, incoming inspection should go beyond counting pieces and checking labels. Useful inspection criteria include dimensions, sheath condition, lead length, lead insulation, termination, markings, resistance value, insulation resistance, dielectric strength, and documentation.
Dimensional inspection confirms diameter, length, lead length, fittings, and special features. Small differences may matter if the heater fits into a tight bore or assembly.
Electrical resistance confirms that the wattage is approximately correct for the rated voltage. Resistance can be calculated from voltage and wattage using Ohm’s law. A large deviation may indicate a wrong build or labeling error.
Insulation resistance testing checks whether the heater is properly insulated from the sheath. Low insulation resistance may indicate moisture or internal contamination. Some heaters may require drying before use if moisture absorption has occurred, but this should be handled according to supplier guidance.
Dielectric testing, sometimes called hi-pot testing, verifies the ability of insulation to withstand voltage stress. This is often performed by the manufacturer, and results may be included in a test certificate for critical orders.
Visual inspection can identify dents, scratches, poor seals, loose fittings, damaged leads, incorrect terminals, or poor workmanship. Packaging should protect the heater from moisture and impact.
For strategic or high-risk purchases, procurement may request certificates of conformity, material declarations, inspection reports, RoHS or REACH declarations if relevant, lot traceability, and quality management system certification. The level of documentation should match the application risk and customer requirements.
## 13. Supplier Evaluation
Selecting a cartridge heater supplier should involve more than comparing price lists. A strong supplier understands thermal applications, asks clarifying questions, controls manufacturing processes, and supports problem solving.
Procurement should evaluate whether the supplier can produce both standard and custom heaters, whether they have experience in the relevant industry, and whether they can advise on watt density, sheath material, lead protection, and failure analysis.
Manufacturing capability matters. Important questions include whether the supplier controls coil winding, magnesium oxide filling, swaging or compaction, sealing, testing, and final inspection. Outsourced processes are not automatically a problem, but the supplier should understand and control them.
Lead time reliability is also important. Many heater purchases are tied to maintenance shutdowns or production emergencies. A supplier that quotes a low price but misses delivery can create higher total cost than a more expensive supplier with dependable scheduling.
Technical communication is a useful indicator. If a supplier can review drawings, mark up specifications, provide clear tolerances, and explain trade-offs, they are more valuable than a supplier who only responds with a price. For OEM programs, engineering support may be essential.
For global sourcing, procurement should also consider language clarity, export documentation, customs classification, packaging quality, minimum order quantities, payment terms, and responsiveness across time zones. Low unit cost can be offset by slow communication, unclear drawings, or quality disputes that are hard to resolve.
## 14. Questions to Ask Suppliers
A procurement manager can improve sourcing quality by asking specific questions during quotation.
What sheath material do you recommend for this operating temperature and environment?
What is the recommended bore tolerance for this heater diameter and watt density?
Is the requested watt density within your standard design limits?
What lead insulation and lead protection do you recommend for the exit temperature and movement?
Can you provide a drawing for approval before production?
What are the diameter, length, resistance, and lead length tolerances?
Do you perform insulation resistance and hi-pot testing on every heater?
Can you provide test reports or certificates of conformity?
How do you package heaters to protect against moisture and mechanical damage?
What is your standard warranty, and what information do you require for failure analysis?
Can you support small prototype quantities and later production volumes?
How do you control revisions for custom heaters?
What is the normal lead time, and what expedited options are available?
Have you supplied heaters for similar applications or industries?
These questions help separate suppliers who simply manufacture to a dimension from suppliers who understand the performance of the component in use.
## 15. Cost Drivers
The price of a cartridge heater depends on several factors. Diameter and length affect material usage and manufacturing complexity. Wattage and watt density affect coil design, compaction, and risk. Sheath material affects raw material cost. Lead wire type, length, insulation, armor, connectors, and fittings can significantly change the final price.
Custom features add cost, especially if they require special tooling, low-volume production, engineering review, or additional testing. Integrated thermocouples, distributed wattage, special cold sections, tight tolerances, and special certifications all increase complexity.
Order quantity is another major factor. A one-piece urgent custom heater will cost far more per unit than a scheduled production batch. Procurement can reduce cost by standardizing designs, consolidating orders, and forecasting annual demand.
However, the lowest unit cost is not always the lowest total cost. A heater is often a low-cost component in a high-cost production system. If a slightly better heater reduces downtime, prevents scrap, or extends maintenance intervals, the value can be substantial.
A useful procurement approach is to classify heaters by risk. Low-risk standard heaters can be purchased competitively. High-risk heaters should be sourced based on lifecycle cost, supplier capability, delivery reliability, and technical support.
## 16. Total Cost of Ownership
Total cost of ownership includes purchase price, freight, inventory, installation labor, downtime, scrap, warranty handling, engineering time, and administrative effort. Cartridge heaters are classic examples of items where purchase price can be misleading.
Consider a heater that costs 20 percent less but fails twice as often. If replacement requires machine downtime, maintenance labor, production rescheduling, and quality checks, the cheaper heater may be much more expensive. In automated production, one hour of downtime can exceed the cost of many heaters.
Procurement managers should work with maintenance and production teams to identify critical heaters. These are heaters whose failure stops a line, damages product, requires long replacement time, or affects customer delivery. For critical heaters, procurement should prioritize reliability, availability, and supplier support.
Inventory policy should also reflect total cost. Carrying spare heaters has a cost, but not carrying them can create emergency freight and downtime. For custom heaters with long lead times, a minimum stock level may be justified. For common standard heaters, local availability may reduce the need for high inventory.
Standardization can reduce total cost when done carefully. If multiple machines can use the same heater without compromising performance, purchasing power improves and spare parts management becomes easier. But forced standardization can create reliability problems if one heater design is used in applications with different watt density, fit, or environmental needs.
## 17. RFQ Checklist
A strong request for quotation should include the following information:
Part name and application description.
Quantity for prototype, first order, and expected annual usage.
Diameter and length, including tolerances if known.
Heated length and cold section requirements.
Voltage, wattage, and phase if relevant.
Watt density if specified or requested for review.
Sheath material preference or operating environment for recommendation.
Lead wire length, insulation type, temperature exposure, and exit direction.
Termination type, connector, or stripped lead requirement.
Mounting features such as flange, threaded fitting, or bushing.
Sensor requirements, including thermocouple type and grounding if integrated.
Maximum operating temperature and normal process temperature.
Bore diameter, bore depth, material of the heated block, and fit tolerance if available.
Environmental exposure, including moisture, oil, chemicals, vibration, movement, or vacuum.
Testing and documentation requirements.
Packaging, labeling, and traceability requirements.
Required delivery date and acceptable partial shipment terms.
Drawing, sample, or failed part photos if available.
The more complete the RFQ, the more meaningful the quotation. It also reduces the chance that suppliers quote different assumptions, which makes price comparisons unreliable.
## 18. Comparing Quotations
When multiple quotations arrive, procurement should avoid treating them as equivalent unless the specifications are truly aligned. A low price may reflect a different sheath material, looser tolerance, lower-grade leads, reduced testing, shorter warranty, or different packaging.
A comparison table should include not only unit price but also material, tolerances, lead construction, testing, certifications, lead time, minimum order quantity, tooling charges, payment terms, freight terms, and technical exceptions. Any deviation from the RFQ should be clearly identified.
If one supplier recommends a design change, such as lower watt density, different lead insulation, or a tighter bore fit, that recommendation should be evaluated with engineering rather than dismissed as an upsell. It may reveal a real application risk.
For important parts, sample approval is valuable. A sample can be checked for dimensions, resistance, insulation resistance, lead quality, fit, and installation ease. In some cases, a production trial should be performed before full release.
It is also wise to verify whether the supplier will keep the same design for repeat orders. For custom heaters, a drawing revision and part number should be controlled. Repeatability matters more than a one-time successful shipment.
## 19. Documentation and Compliance
Documentation requirements vary by industry. A simple internal maintenance heater may need only a packing list and invoice. A heater used in medical, aerospace, semiconductor, food, or regulated equipment may require stronger documentation.
Common documents include technical drawings, certificates of conformity, inspection reports, material declarations, RoHS declarations, REACH declarations, UL or CE-related information where applicable, quality system certificates, and lot traceability records.
Procurement should be careful with compliance claims. A heater itself may be a component, and compliance may depend on the final equipment design. For example, a supplier may provide materials that support compliance, but the finished machine builder may still carry responsibility for overall safety certification.
If customer contracts require specific documentation, those requirements should be included in the RFQ and purchase order. Asking for documents after production can cause delays, especially if traceability was not planned.
For custom heaters, drawings should include revision numbers, approval dates, and critical dimensions. If suppliers are allowed to substitute materials or construction methods, that should be defined. If not, changes should require written approval.
## 20. Storage and Handling
Even a good heater can be damaged before installation. Cartridge heaters should be stored in clean, dry conditions. Moisture exposure can reduce insulation resistance, especially if heaters are stored for long periods or packaging is damaged.
Leads should not be used as handles. Pulling or twisting leads can damage internal connections or seals. Heaters should be protected from dents, bending, and impact. Small damage to the sheath can create installation problems or hot spots.
Packaging should keep heaters separated so they do not scratch or strike each other during transit. For high-value or custom heaters, individual sleeves, sealed bags, desiccant, and clear labels may be appropriate.
Inventory management should identify voltage and wattage clearly. Installing the wrong heater can damage equipment. Labels should remain legible, and similar-looking heaters should be stored in a way that prevents mix-ups.
For maintenance teams, old and new heaters should not be mixed casually. Failed heaters may be useful for root cause analysis. Procurement can support this by creating a process for returning failed samples to suppliers when reliability issues appear.
## 21. Replacement and Reverse Engineering
Many cartridge heater purchases begin with a failed part and limited documentation. A maintenance technician removes a heater, measures it, and asks purchasing to find a replacement. This approach can work, but it carries risk.
The old heater may be damaged, swollen, or shortened by breakage. Markings may be faded or incorrect. Lead insulation may have been changed during previous repairs. A replacement based only on visible dimensions may not match the original wattage distribution, sheath material, or sensor configuration.
When reverse engineering a cartridge heater, procurement should collect as much information as possible: diameter, length, voltage, wattage, resistance, lead length, termination, sheath material if known, heated length, installation location, process temperature, failure history, and photos of the part and machine. If the heater has markings, those should be recorded.
If repeated failures have occurred, reverse engineering should include a design review rather than copying the old part exactly. The existing design may be unsuitable for the application. A supplier with engineering capability can help identify improvements.
For critical machines, it is worthwhile to create approved spare part drawings after a successful replacement is confirmed. This prevents future emergency sourcing from starting again with incomplete information.
## 22. Red Flags in Purchasing
Several warning signs should prompt additional review.
A supplier quotes immediately without asking for application details on a high-wattage or high-temperature heater.
The quotation does not specify sheath material, lead insulation, tolerances, or testing.
The supplier cannot provide a drawing for a custom heater.
The lead time is unusually short for a complex custom design without explanation.
The price is much lower than other offers but technical details are vague.
The supplier will not state whether each heater is electrically tested.
The supplier changes dimensions, materials, or lead construction between orders.
Packaging is poor, labels are unclear, or shipments arrive with mixed parts.
Warranty support is limited to replacement only, with no failure analysis.
The supplier resists discussing bore fit, watt density, or application temperature.
Not every red flag means the supplier is unacceptable, but each one increases sourcing risk. Procurement should document assumptions and involve engineering for critical applications.
## 23. Practical Buying Strategy
A practical purchasing strategy begins by segmenting cartridge heaters into categories. Standard low-risk heaters can be sourced from reliable catalog suppliers or distributors. Critical heaters should be assigned to qualified manufacturers with engineering support and controlled specifications. Emergency heaters may require dual sourcing or local stocking.
For each critical heater, create a part record that includes drawing, supplier part number, internal part number, application, machine location, voltage, wattage, dimensions, lead configuration, approved supplier, minimum stock level, and revision history.
Develop a preferred supplier list. A good list may include one supplier for standard heaters, one for custom high-performance heaters, and one backup source for emergencies. Avoid spreading custom designs across too many suppliers without controls, because variation can create troubleshooting problems.
Use supplier scorecards that include delivery performance, quality issues, response time, technical support, and cost competitiveness. For heaters, delivery and reliability may be as important as price.
Coordinate with maintenance. Maintenance teams know which heaters fail often, which are hard to replace, and which cause the most downtime. Their experience should guide sourcing priorities.
Coordinate with engineering. Engineering can confirm whether the heater design is appropriate and whether changes require validation. Procurement should not approve substitutions in voltage, wattage, diameter, sheath material, or sensor type without technical review.
Finally, keep records of failures. A simple log of installation date, failure date, machine, supplier lot, operating condition, and failure description can reveal patterns. Without data, heater purchasing becomes reactive and price-driven.
## 24. Example Specification
A complete specification might look like this:
Cartridge heater for aluminum sealing jaw, 10 mm diameter by 120 mm overall length, 230 V, 400 W, stainless steel sheath, 100 mm heated length with 20 mm cold section at lead end, fiberglass insulated leads 300 mm long, straight exit, stainless steel braid protection for first 150 mm, stripped lead ends 10 mm, maximum block temperature 220 degrees Celsius, intermittent cycling, dry indoor packaging machine environment, bore diameter 10.05 mm to 10.08 mm, insulation resistance and hi-pot test required, certificate of conformity required, supplier drawing required before production.
This type of specification is much better than “cartridge heater, 10 x 120 mm, 230 V, 400 W.” It gives suppliers enough context to quote accurately and recommend improvements. It also gives procurement a basis for comparing offers and inspecting deliveries.
## 25. Key Takeaways for Procurement Managers
A cartridge heater is a compact electric heating element used to transfer heat into machinery, tools, molds, dies, and process equipment. Although it appears simple, it is a performance-critical component in many production systems.
The most important purchasing details include diameter, length, voltage, wattage, watt density, sheath material, heated length, lead configuration, operating temperature, environmental exposure, testing, and documentation. For high-risk applications, bore fit and installation quality are just as important as heater construction.
The best supplier is not always the lowest-priced supplier. A strong supplier helps review the application, confirms design limits, provides clear drawings, performs electrical testing, controls revisions, and supports failure analysis.
Procurement should evaluate total cost of ownership. Downtime, labor, scrap, emergency freight, and process instability can easily exceed the purchase price of the heater. Critical heaters deserve controlled specifications, qualified suppliers, and appropriate spare inventory.
When buying cartridge heaters, the goal is not simply to purchase a hot metal cylinder. The goal is to secure reliable, repeatable heat for the production process. A well-specified heater, bought from a capable supplier and installed correctly, can support stable operation for years. A poorly specified heater can become a small part that creates large problems.
For procurement managers, the practical rule is simple: treat cartridge heaters as engineered components whenever failure affects production. Ask the right technical questions, document the specification, compare suppliers on capability as well as price, and build purchasing decisions around reliability, not just unit cost.
